
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Зертханалық мәндерді түсіну: түсті оқудың шынайы жолы — инженерлік пластиктердегі түс айырмашылығын басқарудың үш негізгі параметрі
«Колориметр есебіндегі ΔE 2,1 қолайлы ма, жоқ па?»
«Тұтынушы зертханалық мәндер өшірілгенін айтады, бірақ түстер маған бірдей дерлік көрінеді».
Бұл біздің техникалық командамыз күнделікті еститін сұрақтар. Инженерлік пластмасса өнеркәсібінде түс айырмашылығы енді тек жалаң көзбен бағаланбайды. Автокөліктің ішкі бөліктері, 3C электронды корпустары немесе өнеркәсіптік құрылымдық құрамдас бөліктер болсын, тұтынушылар әрдайым дерлік түс айырмашылығын қабылдау стандартын қамтиды: ΔE ≤ 0,5, L, a, b мәндері көрсетілген рұқсаттар шегінде.
Сонымен, L, a және b дегеніміз не? Неліктен олар визуалды тексеруден гөрі сенімдірек? Бүгін біз осы үш параметрді инженерлік пластмасса өндірісінің тілінде түсіндіреміз.
I. Түстің «координат жүйесі»: зертханалық түс кеңістігі
Картада орынды анықтау үшін бойлық, ендік және биіктік қажет екенін елестетіп көріңіз. Зертханалық түс кеңістігі түске арналған «үш өлшемді координаттар жүйесі» болып табылады.
1976 жылы Халықаралық жарықтандыру комиссиясы (CIE) құрған ол түс өлшеудің әлемдік алтын стандарты болып қала береді. Кез келген түсті осы үш өлшемді кеңістікте координаталар жиыны (L, a, b) арқылы бірегей түрде орналастыруға болады.
• L мәні (Жарықтық) : 0-ден 100-ге дейінгі диапазон. L=100 таза ақ, L=0 таза қара. Инженерлік пластмассаларда сұр болып көрінетін қара бөлік немесе сарғыштау ақ бөлік L мәнінің өзгеруі болып табылады.
• мән (Қызыл-Жасыл реңк): Оң мәндер қызылды, теріс мәндер жасылды көрсетеді. Ашық қызыл болуы керек отқа төзімді ABS «түтіксіз кірпіш қызылға» айналғанда, мәселе мән болуы мүмкін.
• b мәні (сары-көк реңк) : Оң мәндер сары түсті, теріс мәндер көк түсті көрсетеді. b мәні ең «сезімтал» параметр болып табылады - PBT, ДК және нейлон сияқты материалдар жоғары температурада өңдеу кезінде сарғаюға бейім. b мәні оң жаққа ауысқанда, бөлік көрінетіндей «сарыға айналады».
II. Үш сан, үш жалпы «түс айырмашылығының белгілері»
Өндірістік қабатта біз зертханалық мәндердің өзгеруі арқылы негізгі себептерді жылдам диагностикалаймыз:
1. L мәніндегі үлкен ауытқу – материалдың күйін және қалыптау процесін тексеруге басымдық беріңіз.
• Жоғары L мәні (тым ақ/бозғылт): Төмен құйма температурасы немесе түсті мастер-батчта титан диоксиді жеткіліксіз болуы мүмкін.
• Төмен L мәні (тым күңгірт): Мүмкін материалдың деградациясы (шамадан тыс жоғары температура әсері) немесе қалыпты желдетудің нашар болуы.
2. Мәндегі үлкен ауытқу – Материалдық тұжырымды тексеруге басымдық беріңіз.
• Мәннің оң ығысуы (қызыл): жалынға төзімді материалдарда жиі кездеседі, бұл жерде жалынға төзімді зат жоғары температурада ыдырап, бояғыш түсінің өзгеруіне әкеледі.
3. b мәніндегі үлкен ауытқу – кептіру жағдайлары мен бүрку температурасын тексеруге басымдық беріңіз.
• b мәнінің оң ығысуы (сарғыштау): Ең көп тараған себеп - шамадан тыс кептіру немесе балқыма температурасының жоғарылауы. Нейлон материалдары әсіресе сезімтал – b-мәнінің 0,5 дрейфі жалаңаш көзге «сарғыш» болып көрінеді.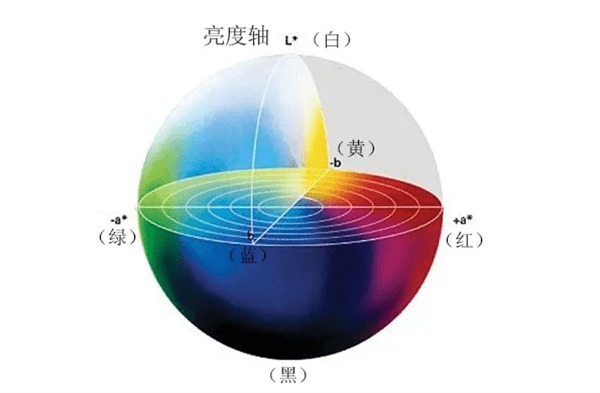
III. ΔE дегеніміз не? Неліктен біз жалғыз ΔE-ге сене алмаймыз?
ΔE – L, a және b өлшемдері бойынша біріктірілген ауытқу, келесі түрде есептеледі:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Ол «жалпы түс айырмашылығын» қорытындылау үшін бір санды пайдаланады, бұл жылдам шешім қабылдауды жеңілдетеді. Дегенмен, мәселе мынада: бірдей ΔE өте әртүрлі түс ауытқуларын көрсете алады.
Мысалы:
• А жағдайы: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (сәл тым ақ)
• В жағдайы: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (барлық үш бағыттағы ауытқулар)
Екеуінде де бірдей дерлік ΔE бар, бірақ В жағдайы «күрделі» және жай көзге «батырақ» болып көрінуі мүмкін. Сондықтан кәсіби түс айырмашылығын бақылау ΔE және жеке төзімділіктерді ескеруі керек. Автокөліктің ішкі бөліктерінің жалпы стандарты: ΔE < 1,0, |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Түс айырмашылығы қайдан пайда болады? Төрт ортақ дереккөз
Тұтынушыларға қызмет көрсетудің көп жылдық тәжірибесіне сүйене отырып, түс айырмашылығының негізгі көздері төрт санатқа бөлінеді:
1. Материалдар сериясының вариациясы – Инженерлік пластмассалардың әртүрлі партияларында негізгі түсте шамалы айырмашылықтар болуы мүмкін. Тіпті бір сорт үшін POM үшін партиядан партияға b-мәнінің 0,3–0,5 ауытқуы сирек емес.
2. Кептіру процесі бақылаусыз – Нейлон, ПЭТ және ДК сияқты материалдар ылғалға сезімтал. Төмен кептіру немесе шамадан тыс кептіру сарғаюды тудыруы мүмкін. Бір жағдайда оператор кептіру температурасын 80°C-тан 100°C-қа дейін арттырды, бұл b-мәнінің 1,2-ден 2,8-ге дейін секіруіне әкеліп соқты, бұл бүкіл партияны тастады.
3. Инъекциялық қалыптау процесінің дрейфі – кері қысымның, бұранда жылдамдығының, бүрку жылдамдығының, ұстау қысымының, қалып температурасының және т.б. шамалы өзгерістер балқыма ағыны мен кристалдану әрекетін өзгертіп, түс көрінісіне әсер етуі мүмкін. Шыны талшықты арматураланған материалдар әсіресе сезімтал.
4. Өлшеу ортасындағы айырмашылықтар – Әртүрлі колориметрлер, жарық көздері, өлшеу саңылаулары немесе тіпті оператор қолданатын қысым көрсеткіштерге әсер етуі мүмкін. Тұтынушылар мен жеткізушілер бірыңғай өлшем стандарты бойынша келісуі керек (мысалы, D65 жарықтандырғышы, 10° бақылау бұрышы).
V. Қорытынды: Түсті басқаруға болады
Инженерлік пластиктерде түс енді жұмбақ емес. L, a және b үш саны «Менің ойымша, түс дұрыс емес» деген субъективті сезімді «L мәні төзімділіктен 0,6, b мәні 0,8 артық» объективті фактіге айналдырады. Түс айырмашылығының төрт көзін түсіну проблемалар туындамас бұрын алдын алуға көмектеседі.
Сұрау жіберу




X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты